 Language
Language 




















































































More Language
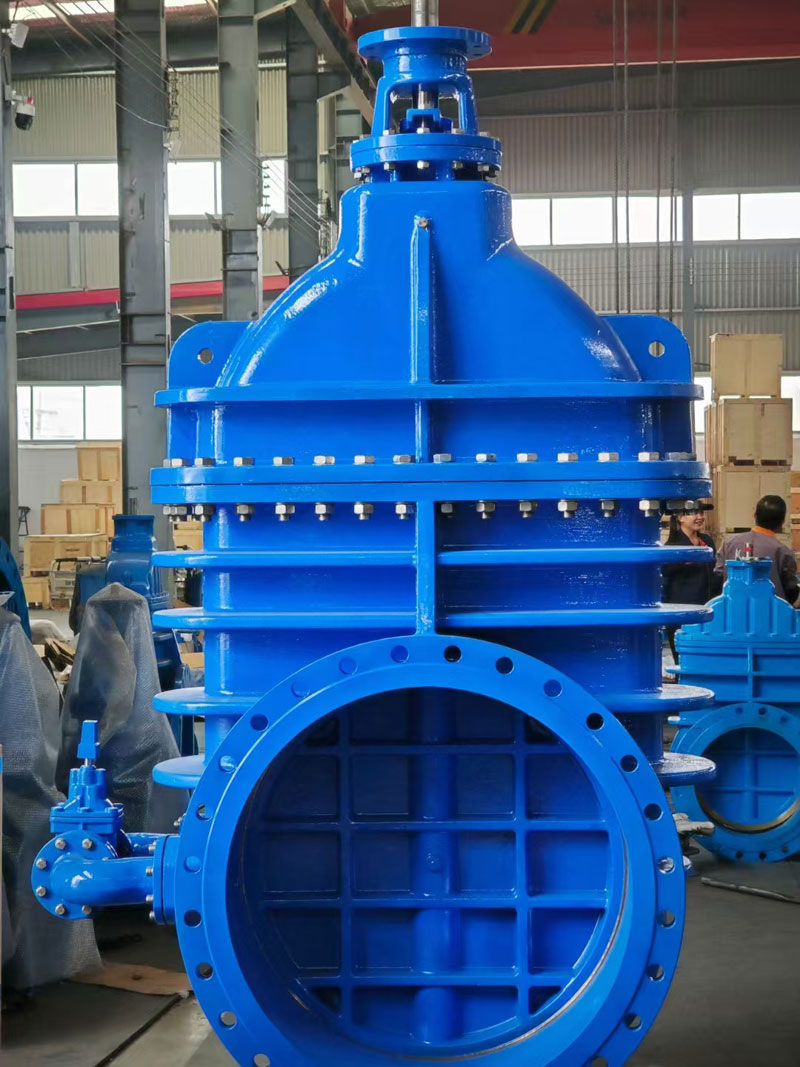
Language The large-diameter WCB hard seal gate valve—forged from premium ASTM A216 WCB carbon cast steel and integrated with a precision metal-to-metal hard sealing structure—is a core fluid isolation and control component engineered for large-scale industrial pipeline systems. Designed to address the pain
The large-diameter WCB hard seal gate valve—forged from premium ASTM A216 WCB carbon cast steel and integrated with a precision metal-to-metal hard sealing structure—is a core fluid isolation and control component engineered for large-scale industrial pipeline systems. Designed to address the pain points of medium interception, shutoff and flow regulation in high-temperature, high-pressure and heavy-duty working conditions of large-diameter pipelines (DN300~DN1500), this valve type is the optimal technical solution for key industrial sectors including petrochemical refining, thermal and nuclear power generation, oil & gas long-distance transmission, metallurgical smelting and municipal large-diameter water supply and drainage.
Fully compliant with international core standards such as API 600, ASME B16.34 and EN 1984, large-diameter WCB hard seal gate valves cover a pressure rating range of Class 150~Class 2500 (PN16~PN420) and a maximum continuous operating temperature of 425℃ for the WCB cast steel body. Compared with small and medium-sized WCB gate valves and soft seal variants, it features enhanced structural rigidity, anti-deformation design and reliable metal hard sealing performance, effectively avoiding seal failure, valve body deformation and medium leakage caused by high pressure and large flow in large-diameter pipelines. This article elaborates on its core technical characteristics, compliant industry standards, typical industrial application scenarios and professional selection and installation guidelines, providing systematic and in-depth technical support for engineering design, project procurement and on-site operation and maintenance.

Core Technical Characteristics of Large-Diameter WCB Hard Seal Gate Valve
The superior performance of large-diameter WCB hard seal gate valves is rooted in the excellent mechanical properties of ASTM A216 WCB cast steel and the optimized structural design for large-diameter heavy-duty working conditions. Its core technical characteristics are tailored to solve the technical challenges of large-diameter pipeline systems, as follows:
1. High-Performance WCB Cast Steel Material System & Excellent Mechanical Properties
- Standard material selection: The valve body, bonnet, gate and other key pressure-containing components are all made of ASTM A216 WCB carbon cast steel, a universal and high-reliability material for industrial pressure components with stable chemical composition, excellent tensile strength (≥485MPa) and yield strength (≥250MPa).
- Temperature and pressure adaptability: WCB material can withstand long-term stable operation at 425℃ under high pressure, and has good low-temperature impact toughness (-29℃), fully meeting the temperature and pressure requirements of most large-diameter industrial pipelines except ultra-high temperature and ultra-low temperature special scenarios.
- Cost-performance advantage: Compared with large-diameter stainless steel or alloy steel gate valves, WCB hard seal gate valves have lower material and manufacturing costs while ensuring performance, achieving an optimal balance between engineering cost control and industrial harsh working condition adaptability.
- Surface anti-corrosion treatment: The inner and outer surfaces of the large-diameter valve body adopt fusion-bonded epoxy (FBE) anti-corrosion coating or anti-rust paint spraying, effectively resisting the corrosion of industrial medium and external environment, and extending the service life of the valve in outdoor and harsh industrial scenarios.
2. Precision Metal Hard Sealing Structure & Leak-Proof Performance for Large-Diameter Pipelines
- High-precision sealing surface processing: The gate and seat sealing surfaces of large-diameter models are processed by precision lapping (Ra≤0.4μm) and surfacing with Stellite 6 or Stellite 21 hard alloy materials, which significantly improves the wear resistance, corrosion resistance and scratch resistance of the sealing surface, and ensures bubble-tight sealing performance (ANSI Class IV) even under frequent on-off operations.
- Bi-directional sealing design: Adopts a symmetric bi-directional metal hard sealing structure, which can realize reliable shutoff of medium in both forward and reverse directions, and is suitable for large-diameter pipeline systems with complex flow states and possible medium reverse flow.
- Sealing surface self-cleaning function: The streamlined gate design forms a scouring effect on the sealing surface during the opening and closing process, which can remove the sediment and impurities attached to the sealing surface, avoiding seal failure caused by impurity accumulation in large-diameter pipelines with large medium flow.
3. Enhanced Structural Design & Anti-Deformation Performance for Large-Diameter Working Conditions
- Reinforced valve body design: The large-diameter valve body is manufactured by precision casting and integral forging process, and integrated reinforcing ribs are arranged at the flange connection, valve body cavity and bonnet connection. This design effectively improves the structural rigidity of the valve, and avoids valve body deformation and flange seal leakage caused by high pressure and fluid impact in large-diameter pipelines.
- Heavy-duty stem design: Adopts a solid alloy steel stem with surface quenching and tempering treatment (hardness ≥HRC45), and a multi-stage anti-falling structure is designed to ensure the stable lifting and lowering of the gate in large-diameter pipelines, and prevent stem breakage and gate jamming caused by large torque.
- Large-flow full-bore design: Most large-diameter models adopt a full-bore flow path design, which minimizes the local flow resistance of the valve, reduces the pressure loss of large-diameter pipeline systems, and ensures the smooth transportation of large-flow medium.
4. Modular Operation Structure & Convenient Maintenance for Large-Diameter Valves
- Multi-turn electric/worm gear operation mechanism: Equipped with a heavy-duty worm gear reducer or explosion-proof electric actuator, which can realize manual and automatic operation, and is suitable for the remote control and centralized management of large-diameter pipeline systems in petrochemical and power generation plants. The operation mechanism is designed with a torque limiting device to avoid over-torque damage to the valve.
- Modular internal component design: The gate, seat, stem and other core internal components are designed as independent modular assemblies. For large-diameter heavy-duty valves, the internal components can be disassembled and maintained without removing the entire valve from the pipeline, which significantly reduces the maintenance downtime and operation cost of large-diameter pipeline systems.
- Sealed stuffing box structure: Adopts a multi-layer graphite packing stuffing box with a live loading structure, which can realize online adjustment of the packing tightness, effectively prevent medium leakage from the stem, and meet the strict sealing requirements of large-diameter industrial pipelines.
5. Diversified Connection & Installation Design & Adaptability to Large-Scale Engineering
- Flange connection as the main type: Large-diameter WCB hard seal gate valves mainly adopt flange connection (compliant with ASME B16.5/EN 1092-1/GB/T 9119 standards), with high connection rigidity and good sealing performance, suitable for the stable connection of large-diameter pipelines under high pressure and large flow.
- Integrated hoisting structure: The valve body and bonnet are pre-installed with integrated lifting lugs and hoisting rings, which facilitate the hoisting and installation of heavy large-diameter valves (DN1000~DN1500 models weigh ≥800kg) in large-scale engineering construction, improve the construction safety factor and installation efficiency.
- Adjustable flange sealing structure: The flange sealing surface is designed with an adjustable gasket groove, which can adapt to different types of gaskets (spiral wound gasket, metal jacket gasket), and ensures the sealing reliability of flange connection in large-diameter pipeline systems with temperature and pressure changes.

Compliant Core Industry Standards & Certifications
The design, manufacturing, testing and installation of large-diameter WCB hard seal gate valves must strictly comply with international, regional and industrial core standards to ensure product quality, interchangeability and the safe and reliable operation of large-diameter pipeline systems. The core compliant standards and mandatory certifications are as follows:
1. International Design & Manufacturing Standards
- API 600 (American Petroleum Institute): *Steel Gate Valves, Flanged and Butt-Welded Ends, for Petroleum and Natural Gas Industries* — the core standard for large-diameter industrial gate valves, specifying the structural design, material selection, performance requirements and testing procedures for gate valves in oil & gas and petrochemical industries.
- ASME B16.34 (American Society of Mechanical Engineers): *Valves—Flanged, Threaded, and Welded Ends* — stipulates the pressure-temperature rating, material compatibility and structural design requirements of industrial valves, ensuring the safe operation of large-diameter WCB gate valves under different temperature and pressure conditions.
- EN 1984 (European Committee for Standardization): *Industrial valves—Gate valves* — the core regional standard for European industrial gate valves, specifying the dimensional specifications, testing methods and acceptance criteria for large-diameter gate valves.
- ISO 10434 (International Organization for Standardization): *Petroleum and natural gas industries—Gate valves for pipeline systems* — specially formulated for pipeline gate valves, with strict requirements for the structural rigidity and sealing performance of large-diameter valves.
2. Material & Testing Standards
- ASTM A216: *Standard Specification for Carbon Steel Castings for Pressure-Containing Parts, Suitable for High-Temperature Service* — the core material standard for WCB cast steel, regulating the chemical composition, mechanical properties and casting process of WCB material.
- API 598 (American Petroleum Institute): *Valve Inspection and Testing* — the universal testing standard for industrial valves, specifying the hydrostatic test, pneumatic test, visual inspection and dimensional inspection requirements for large-diameter WCB hard seal gate valves.
- ISO 5208 (International Organization for Standardization): *Industrial valves—Pressure testing of valves* — the global core standard for valve pressure testing, with clear acceptance criteria for the shell pressure test and seal test of large-diameter valves.
- ASME B16.10: *Face-to-Face and End-to-End Dimensions of Valves* — unifies the installation dimension specifications of large-diameter gate valves, ensuring the interchangeability of valves with other pipeline components.
3. Industry-Specific Certification Requirements
- Oil & Gas/Petrochemical Industry: API 6D pipeline valve certification, explosion-proof certification (ATEX/IECEx) for actuators, NACE MR0175/ISO 15156 compliance for sour gas working conditions.
- Power Generation Industry: ASME BPVC (Boiler and Pressure Vessel Code) certification, power industry special equipment manufacturing license, fire protection certification for high-temperature working conditions.
- Municipal Engineering Industry: GB/T 12234 national standard compliance (for Chinese projects), municipal pressure pipeline component certification, environmental protection certification (ISO 14001).
- Global General Certification: ISO 9001 quality management system certification, CE certification (for European market), factory inspection certification by third-party institutions (SGS/BV).
Typical Industrial Application Scenarios
Large-diameter WCB hard seal gate valves are widely used in large-scale industrial pipeline systems due to their excellent adaptability to high-temperature, high-pressure and heavy-duty working conditions. Their typical application scenarios cover the following key industrial sectors, with targeted technical adaptation for different scenarios:
1. Petrochemical Refining & Chemical Industry
- Application Scenarios: Large-diameter raw oil and refined oil transmission pipelines, chemical reactor feeding and discharging pipelines, high-temperature steam pipelines and industrial gas transmission pipelines in refineries and chemical plants (DN300~DN1200, Class 300~Class 600).
- Technical Adaptation: Equipped with explosion-proof electric actuators, NACE MR0175 compliant material selection for sour gas medium, and reinforced sealing structure to meet the strict safety and environmental protection requirements of the petrochemical industry.
2. Thermal & Nuclear Power Generation Industry
- Application Scenarios: Large-diameter boiler water supply pipelines, steam condensate pipelines, cooling water circulation pipelines and fuel oil transmission pipelines in thermal power plants and nuclear power plants (DN400~DN1500, Class 600~Class 900).
- Technical Adaptation: High-temperature resistant hard sealing surfacing material, anti-vibration operation mechanism, and integrated temperature and pressure monitoring device to adapt to the high-reliability operation requirements of power generation systems.
3. Oil & Gas Long-Distance Transmission
- Application Scenarios: Onshore and offshore oil & gas long-distance transmission main pipelines, gas storage station inlet and outlet pipelines, and oil and gas gathering and transportation pipelines (DN500~DN1500, Class 150~Class 300).
- Technical Adaptation: Full-bore low-flow-resistance design, anti-corrosion FBE coating on the valve body, and remote monitoring electric actuator to realize the intelligent management of long-distance pipeline systems.
4. Metallurgical Smelting Industry
- Application Scenarios: Large-diameter blast furnace cooling water pipelines, molten steel smelting medium transmission pipelines, industrial gas pipelines and sewage discharge pipelines in steel mills and non-ferrous metal smelting plants (DN300~DN1000, Class 250~Class 400).
- Technical Adaptation: Wear-resistant hard sealing structure, anti-impact valve body design, and manual-worm gear dual operation mechanism to adapt to the harsh industrial environment with high dust and frequent mechanical impact.
5. Municipal Large-Diameter Water Supply & Drainage
- Application Scenarios: Municipal central water supply main pipelines, rainwater and sewage diversion pipelines, sewage treatment plant inlet and outlet pipelines and large-scale water conservancy project pipelines (DN300~DN1200, PN16~PN25).
- Technical Adaptation: Anti-corrosion coating on the valve body, large-flow full-bore design, and low-torque operation mechanism to reduce the operation and maintenance cost of municipal engineering.

Professional Selection & Installation Guidelines
The scientific selection and standardized installation of large-diameter WCB hard seal gate valves are the key to ensuring the long-term stable operation of large-diameter pipeline systems. The selection must be based on pipeline design parameters, medium characteristics and operating conditions, and the installation must follow strict industrial standards. The detailed guidelines are as follows:
1. Professional Selection Criterion
Step 1: Confirm Basic Nominal Parameters
- Nominal Diameter (DN): Strictly match the actual inner diameter of the large-diameter pipeline (DN300~DN1500); avoid over-sizing to prevent low flow velocity and impurity accumulation in the pipeline.
- Nominal Pressure (PN/Class): Select the pressure rating with a 25% safety margin based on the maximum working pressure (MOP) of the pipeline; for high-temperature working conditions, correct the pressure rating according to the ASME B16.34 pressure-temperature curve.
- Connection Mode: Prioritize flange connection for all large-diameter models; confirm that the flange standard (ASME B16.5/EN 1092-1) is fully consistent with the pipeline flange to avoid installation mismatch.
Step 2: Optimize Material & Sealing Design According to Medium Characteristics
- General medium (water, steam, oil): Standard ASTM A216 WCB material + Stellite 6 surfacing hard sealing is sufficient to meet the requirements.
- Sour gas medium (H₂S-containing): WCB material with NACE MR0175 compliance + anti-sulfide stress corrosion treatment + enhanced sealing structure.
- Abrasive medium (containing solid particles): WCB material + wear-resistant ceramic coating on the sealing surface + self-cleaning gate design.
Step 3: Select Operation Mechanism Based on Working Conditions
- Indoor centralized control: Explosion-proof electric actuator + remote control module + torque limiting device.
- Outdoor on-site operation: Worm gear reducer + manual operation handle + rainproof and dustproof cover.
- High-reliability requirement: Manual-electric dual operation mechanism + fault alarm function.
2. Standardized Installation Guidelines
Step 1: Pre-Installation Preparation
- Conduct visual inspection, dimensional inspection and pressure test recheck of the valve to ensure no damage, deformation or leakage of the valve body and sealing surface.
- Verify that the on-site hoisting equipment parameters (load capacity, lifting height) match the weight of the large-diameter valve; use the integrated lifting lugs of the valve body for hoisting to avoid damaging the valve structure.
Step 2: On-Site Installation Requirements
- Installation orientation: The valve is suitable for horizontal installation (preferred) and vertical installation (medium flow upward); ensure the stem is vertical to the horizontal plane to avoid gate jamming caused by uneven stress.
- Pipeline alignment: Ensure the pipeline is coaxial with the valve, and the flange sealing surface is flat and parallel; avoid forced connection to prevent valve body deformation caused by pipeline stress.
- Gasket selection: Select spiral wound gaskets or metal jacket gaskets matching the pressure rating; apply a small amount of anti-seize agent on the flange bolts to facilitate subsequent disassembly.
- Bolt tightening: Adopt the diagonal cross tightening method for flange bolts, and control the tightening torque according to the standard to ensure uniform stress on the flange and reliable sealing.
Step 3: Post-Installation Commissioning
- Conduct a low-pressure seal test and high-pressure shell test of the valve and pipeline system to ensure no medium leakage.
- Commission the operation mechanism (manual/electric) to check the smooth lifting and lowering of the gate, and confirm the accurate positioning of the open/close limit and torque limiting device.
- For electric actuators, conduct remote control and on-site control switching tests to ensure the normal operation of the control system.
Conclusion
As an indispensable core fluid control component in modern large-scale industrial pipeline systems, the large-diameter WCB hard seal gate valve has become the first choice for medium isolation and shutoff in high-temperature, high-pressure and heavy-duty large-diameter pipeline scenarios due to its excellent mechanical properties, reliable hard sealing performance and cost-performance advantage. Its enhanced structural design, tailored for large-diameter working conditions, effectively solves the technical problems of valve body deformation, seal failure and high pressure loss in traditional large-diameter pipeline systems, and provides a reliable technical guarantee for the safe, stable and efficient operation of key industrial sectors such as petrochemical, power generation and oil & gas transmission.
To maximize the performance of large-diameter WCB hard seal gate valves, it is essential to follow scientific selection criteria based on pipeline design parameters and medium characteristics, and implement standardized installation and commissioning in accordance with international core standards such as API 600 and ASME B16.34. At the same time, regular maintenance and inspection (including sealing surface cleaning, stem lubrication and actuator calibration) are required to extend the service life of the valve and reduce the operation and maintenance cost of large-diameter pipeline systems.
With the continuous development of large-scale industrial infrastructure projects such as ultra-large petrochemical bases, cross-regional oil & gas long-distance transmission pipelines and smart municipal water supply systems, the market demand for high-performance large-diameter WCB hard seal gate valves will continue to grow. Valve manufacturers will focus on technological innovation in intelligent remote monitoring, ultra-high pressure resistance and anti-corrosion enhancement to meet the constantly upgrading technical requirements of large-scale industrial pipeline systems, and promote the high-quality development of the global industrial valve industry.
Tags: Large-diameter WCB hard seal gate valve DN300-DN1500 ASTM A216 WCB gate valve API 600 large cast steel hard seal gate valve High pressure WCB metal seated gate valve Petrochemical large-diameter WCB gate valve selection
Various Models for Your Choice

Have be any question? Feel free to Contact.







WEIZIDOM Group is specializes in the manufacturing, sale and after-sale service of valves, pipe fittings, water meters, flow meters and other pipeline accessories.
Copyright © 2026.WEIZIDOM All rights reserved.




